Самый старый и наиболее надежный способ соединения листового материала с помощью заклепок до сих пор используется в наиболее ответственных местах соединения металла. Правильно подобранная заклепка выдерживает нагрузку не хуже сварочного соединения. Для вибраций или знакопеременной нагрузки лучше заклепки еще ничего не придумали.
Виды заклепок
Разновидностей заклепок существует не так много, как может показаться на первый взгляд:
- Простая заклепка общего назначения по ГОСТ 10299 80. Их легко отличить по грибовидной форме, называемой еще системой с замыкающей головкой. Для такой заклепки характерна высокая прочность и стойкость при любых нагрузках;
- Заклепка вытяжная, используется для «сшивания» двух листов металла в случаях, когда доступ к соединяемым листам возможен только с одной стороны. Параметры и описание определяются ГОСТ 15973—2005;
- Наиболее технологичными принято считать резьбовые заклепки, они боле удобны в работе и позволяют создавать разборное соединение, DIN 7338 .
Важно ! Материалы для заклепочного соединения должны обладать определенной пластичностью и вязкостью, поэтому для их изготовления используют малоуглеродистую сталь, медь, алюминиевые деформируемые сплавы.
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным. Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.

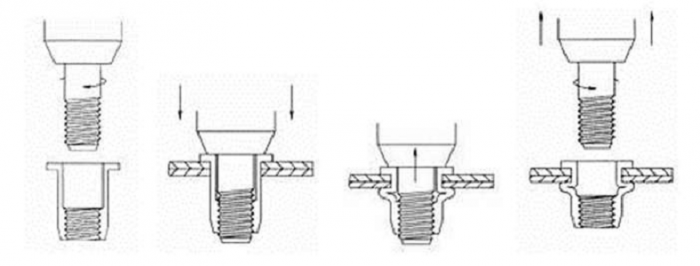
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.

Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.
К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.

Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.

Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.


К сведению ! Вытяжная схема обеспечивает очень хорошую скорость клепки металла.
Классическая конструкция заклепки
Основным метизом для клепки листов в машиностроении считаются заклепки стальные, нормированные требованиями еще советского ГОСТа 10299 80. Они чаще всего соединяют высоконагруженные стальные конструкции, используемые в строительном деле. Например, в каркасах и опорных сборках. Преимуществом классической формы является возможность соединения двух листовых поверхностей толщиной более 30 мм.

В отдельных случаях ГОСТ 10299 80 допускает соединение сборки до 35 мм. В отличие от предыдущих видов заклепок, классическую заклепку устанавливают только при наличии опорной поверхности с обратной стороны плоскости соединения. Это необходимо для компенсации ударной нагрузки по заклепочному хвостовику.
Технология клепки выполняется в следующем порядке:
- Линию, по которой будет осуществляться установка заклепочного соединения, размечают точками под сверловку отверстий в соединяемом металле.
- Листы металла фиксируют с помощью механических приспособлений типа струбцин или даже точечной сваркой. Выполняют сверление крайних точек установки крепежа, в которые вставляют центрирующие металлические штифты. При этом диаметр отверстий выбирают в соответствии с рекомендациями ГОСТ 10299 80 примерно на 10% больше диаметра тела хвостовика.
- В просверленное отверстие вставляется метиз таким образом, чтобы головка находилась с обратной стороны соединяемой поверхности. Длина крепежа также выбирается в соответствии с ГОСТ 10299 80. Это обеспечит формирование второй головки из хвостовика нормальных размеров после его расклепывания молотком или электрическим ударником.
К сведению! Размеры, выбранные в соответствии с ГОСТ 10299 80, обеспечивают максимальную прочность соединения.

При выборе более тонкого по диаметру стержня его прочности может не хватить для жесткого соединения. В этом случае перерезающее усилие в радиальном направлении способно оборвать по очереди большую часть соединений. После расклепывания металл крепежа должен полностью заполнить отверстия с небольшим натягом.
Не следует пренебрегать рекомендациями ГОСТа 10299 80 при выборе длины хвостовика крепежа. Слишком длинный хвостовик помешает правильной деформации и осаживанию металла. Слишком короткий не обеспечит образование второй головки необходимых размеров и прочности.
Для увеличения пластичности заклепки из определенных марок стали могут перед установкой разогреваться до высокой температуры с проковкой головок и закалкой крепежа. Заклепки алюминиевые, медные, латунные перед установкой могут проходить обработку специальными жидкостями, предупреждающими развитие электрохимической коррозии.
Заключение
Несмотря на значительную трудоемкость установки и некоторую архаичность заклепочного крепежа, клепаное соединение до сих пор широко применяется в конструкциях самолетов, судов, железнодорожных мостов. Поэтому в ближайшие 20-30 лет характер и способ использования заклепочного соединения, скорее всего, не изменится.
Многие вещи создаются с различными застежками, самая распространенная - заклепка. Она ломается, и приходится приобретать новую. Процесс замены сложный, возникает ряд адекватных вопросов. Как заклепать заклепку? Каждому справится с проблемой вручную трудно - следует применять специальный агрегат. Методик хватает, за основу берут удобную, простую, доступную.
Как это работает?
Заклепочник нужен, когда приходится ремонтировать одежду. Без него сложно обойтись, выполняя большие заказы (к примеру, в ателье). Принцип действия агрегата элементарный. Он имеет форму пистолета, а основа - рычаг. Для этого есть две составляющие. Одна втягивает крепежную деталь, после чего подвергается расплющиванию. В итоге две части зафиксированы, а толщина их может доходить до 10 миллиметров.
Чтобы спектр применения расширить, в комплекте поставляют специальные насадки, которые позволяют вести работу с разными клепками. Если чего-то нет, то вполне можно приобрести дополнительно. Для личного пользования большого арсенала не требуется. Перед тем как заклепать заклепку, нужно понять принцип работы устройства.

Часто без инструмента вполне можно обойтись, хотя качество будет ниже. Сеть продаж реализует различные виды устройств, отличающихся своими характеристиками, назначением, принципом действия. Есть сложные механизмы. Они по стоимости выше, и для личного применения в них нет необходимости. Существуют варианты, которые проворачиваются. Их удобно применять в труднодоступных местах. Сама процедура клепки происходит быстро и легко. Особого усилия прилагать не нужно, говорят отзывы.

Ручные инструменты
Перед тем как правильно заклепать заклепку, придется разобраться во всем предлагаемом ассортименте. Чаще всего на прилавках заклепочники встречаются двух типов: ручные и вытяжные. Принцип действия у них не одинаков:
- Вытяжной. Основа - тяга, благодаря чему происходит фиксация. Для этого элемент оказывается в приборе, при простых разжатиях и зажатиях происходит клепка. Сам крепеж имеет специальный шарик, который подвергается расплющиванию. Без него не произойдет фиксации даже при ручном воздействии.
- Что дает рычажный механизм? Принцип работы простой, поэтому этот ручной агрегат имеет низкую цену. Процесс действия похожий, но шарик фиксируется в трубке, когда рукоятка приходит в движение. Его применяют нечасто (к вещам, которые слишком тонкие). Выбор делает покупатель, оценивая сложность работ, активность использования.
Механизм и технология клепки
Устройства подразделяют на пневматические, механические, пневмогидравлические. Каждый тип имеет свой принцип работы и область применения. Если обобщить все процедуры, то использование такого агрегата не составит сложности. Приходится сделать элементарные действия:
- Подготовить составляющие компоненты. Они должны подходить друг к другу по диаметру.
- После чего их кладут на дерево, закрепляют. Намечают отверстия для крепления. Важно проявить точность, чтобы последующие шаги были безошибочными.
- Дальше при использовании сверла делается отверстие требуемого диаметра. Не всегда этот этап необходим.
- После крепеж фиксируется в заточник.
- На верхнюю часть ставится заклепочник.
- Только после этого делается резкое, сильное сжатие. Бывает так, что с первого раза ничего не выходит. Тогда процесс повторяется.
Процедура кажется простой, но у многих возникают проблемы. А как поступать, если нет такого прибора под руками? Как заклепать резьбовую заклепку без использования специнструментов? Вполне можно с этим справится, но стоит брать за основу полезные рекомендации.
Как работать вручную?
Заклепка - это самый элементарный способ крепежа двух деталей. О нем есть данные даже в древних временах. Сегодня реализуют самые различные виды, ассортимент зашкаливает. Чтобы была выделена прочность, обращают внимание на материал. Есть несколько видов:

Первые три чаще всего выступают декоративной отделкой, а вот для сдерживания вторые два вполне подойдут. Но перед тем, как заклепать крепежный элемент, на одежде выбираются две составляющие из одного материала.
Самый простой вариант - это нахлест двух элементов. Когда полотно одежды (к примеру, застежки) заходит на другое. Такой способ известен многим, применяется часто в ателье. Изготавливая одежду, безусловно, придется использовать специальные приборы для выполнения нескольких процедур. Но если сломалась деталь, в домашних условиях вернуть ее в строй получится вручную.
Почему происходит поломка крепежа? Причин к этому много - потянули резко полотна направо, налево, удар, нагрузка, и т. д. Перед тем как заклепать заклепку на одежде, придется убрать деформированную деталь, но аккуратно, не повредив полотно. Для этого используется любой острый предмет - нож или ножницы.
При этом нужно знать, что закладные головки имеют различную форму. В основном они полукруглые. Убрав сломанную конструкцию, придется подобрать новую, соответствующую по размеру, диаметру, плотности. Приобрести полностью идентичную не всегда получается. Она состоит из двух частей - лунка и сама головка с основанием.
Нюансы
Такая пуговица имеет две составные части. Если опыта работы нет, придется готовиться к неправильной фиксации, поэтому лучше иметь несколько составных элементов. Продумывается каждое действие, благодаря чему исключаются повторные процессы и покупка новой детали. Основные принципы - аккуратность, точность, наличие нужных вспомогательных компонентов. Когда происходит неудача, то это приведет к порче самой одежды.

Инструменты
Что нужно:
- Комплект кнопки.
- Спица.
- Плоскогубцы, молоток или что-то подобное, чтобы зафиксировать саму кнопку.
- Мягкий пластик.
- Ножницы.
- Резина.
Клещи
Специализированные магазины реализуют клещи, которыми удобно делать зажим, они похожи на плоскогубцы. Лучше посмотреть, чтобы была подходящая насадка для клепки. Перед этим на месте фиксации делается прокол, но чуть меньше, чем нужно по самой детали. Выполняется это спицей или же лезвием - они подготавливаются заранее.

Лицевая часть фиксирует кнопку. Все делается ровно, чтобы после крепления не происходило сдвига. Из пластика монтируется фигура для удобного крепления. Она делается с двумя дырками (сверху и снизу). После этого аккуратно укладывается клепка в созданную конструкцию. При использовании щипцов нужно применять максимум силы. Страха не должно быть, иначе ничего не выйдет.
Что далее?
Укладывают плоскогубцы как положено, после чего делается нажатие, до своеобразного щелчка. Подходят простые плоскогубцы - молоток, железные щипцы. Для того чтобы не происходило разрыва ткани, ставится резиновая прокладка. Не стоит исключать такие дополнительные прокладки, иначе придется переделывать работу повторно. Процесс пошива и ремонта не обойдется без таких процедур.
Теперь ясно, как заклепать заклепку без заклепочника. Если говорить об одежде, то заклепка - это не только модно, но и практично. Хотя поломки случаются часто, по этой причине следует знать инструкцию по выполнению работы. При этом не каждый человек реализует проект без потерь - ошибки не исключаются.
Иногда заклепать заклепку на одежде без заклепочника не получается. В такой ситуации обращаются к профессиональным работникам ателье. Хотя мастера говорят, что при помощи специального инструмента получится сделать нужный процесс правильно. С ним уже не потребуется применять много усилий и техники знаний. Найти весь набор требуемого инструмента для работы легко.
В советские времена и в первой половине 90-х, соединение заклёпками выполнялось при помощи громоздкого инструмента. В строительстве, а так же в бытовых домашних условиях, процесс клепания был крайне неудобен и занимал значительное время. Применялись молотковые заклёпки вот такого вида: , которые вручную при помощи ударов молотка или наставок, рассклёпывались со стороны на которой отсутствует шляпка. При этом, со стороны шляпки заклёпки необходим упор, что значительно уменьшает сферу применения данного типа крепления. Ну и конечно же такой "ударный" способ может принести повреждения покрытия скрепляемых элементов.
Как следствие, в наш быт очень быстро вошли западные технологии крепежа и появился такой инструмент как ручные клёпальники, идеально подходящие для выполнения ряда бытовых и строительных работ.
Заклёпочник
Клёпальник или заклёпочник - это инструмент используемый для неразъёмного крепления и фиксации элементов из листовых металлов при помощи заклёпок.
Для работы данным инструментом не нужны какие либо навыки. Он удобен и довольно прост в применении.
При работе клёпальником не требуется доступ к двум сторонам скрепляемых деталей. Достаточно просто просверлить в нужном месте отверстие, после чего зафиксировать заклёпку. Благодаря этому, процесс клепания является довольно быстрым и простым.
Заклёпки
В строительстве самыми применяемыми являются вытяжные заклёпки . Они доступны (можно приобрести в любом строительном магазине и рынке), просты в применении и вполне обеспечивают надёжное неразъёмное соединение материалов.

Вытяжные заклёпки различают по размеру и типу материала, используемого для изготовления заклёпок.
Материал заклёпки, это крайне важный фактор. Выбор заклёпок по материалу напрямую зависит от вида материала скрепляемых деталей и окружающей среды, в которой будет находиться крепление.
Материалы изготовления заклёпок могут быть следующие:
- Оцинкованная сталь.
- Алюминий. Есть чистый аллюминий и его варианты: анодированный, лакированный.
- Нержавеющая сталь. А2 - устойчива к ржавлению, А4 - устойчива к коррозии и кислотной среде (применяется в химической промышленности). Или импортные аналоги, например, DIN 7337. Нержавейка является одним из самых распространённых и прочных материалов.
- Медь - Медные заклёпки применяются для скрепления материалов из меди.
- Медно-никелевый сплав (монель). Содержит 70% никеля, 30% меди.

Вытяжная заклёпка представляет собой трубку со шляпкой. Внутри конструкции предусмотрен стальной стержень, один из концов которого слегка расширяется. Заклёпочник тянет стержень, благодаря чему трубка постепенно расширяется. Когда усилие становится максимальным, происходит откусывание стержня.
В вытяжных заклёпках процесс деформации гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Для того чтобы осадить тело заклёпки, её торец упирают в опорную поверхность заклёпочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъёмное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.

Виды клёпальников
Выбрать подходящую модель такого инструмента бывает непросто, ведь в продаже представлено несколько разновидностей. Все они отличаются своими техническими характеристиками и стоимостью.
Простой механический заклёпочник
Самый дешёвый и распространённый вид заклёпочников. Широко применяется в строительных и бытовых работах.

Заклёпочник ГАРМОШКА
Применим для производственных работ и не популярен для строительства.

Заклёпочник двуручный
Считается силовым клёпочником. Редко применяется в строительстве.

Заклёпочник с поворотной головкой
Данный вид самый удобный для проведения строительных работ. Вращающаяся головка способствует доступности для клепания в разных, труднодоступных для других видов заклёпочников, местах.
Заклепки под молоток являются неотъемлемым компонентом набора каждого строителя довольно длительное время. По своей сути они являются неким стержнем, наверху которого расположена особая головка, которая может быть выполнена в виде различных форм (самые распространенные – круглой формы).

Общая информация
Заклепки под молоток применяют для создания надежного соединения. Для этого строитель должен иметь доступ ко всем сторонам элементов, которые следует соединить. Важно отметить, что отверстия в соединяемых материалах должны быть аналогичными диаметру заклепки (возможные погрешности определяются ГОСТом).

Размеры заклепок могут значительно варьироваться. Так, диаметр находится в диапазоне от 1 до 36 миллиметров, а длина – в диапазоне от 2 до 180 миллиметров. Такой разброс дает возможность использовать детали в различных сферах для соединения материалов различной толщины. Однако в то же время стоит помнить, что размер должен соответствовать нагрузкам, которые буду испытывать заклепки в процессе эксплуатации. Именно поэтому опытные строители чаще советуют и рекомендуют использовать заклепки с «размерным запасом» – лучше взять деталь больше, чем меньше.
В целом все требования, выдвигаемые к данным строительным элементам, прописаны в соответствующих строительных ГОСТах, принятых Российской Федерацией, а также установлены различными документами, узаконенными на международном уровне (например, изготовление пустотелой заклепки регулирует ГОСТ 12639-80).

Материал изготовления
Заклепки под молоток могут быть изготовлены из различных материалов. К рассмотрению - самые популярные разновидности.
Алюминиевые
Данный вид строительных деталей также часто называют вытяжным. Их изготовление регламентируется несколькими отечественными стандартами:
- с потайной головкой – ГОСТ 10300-80;
- с полукруглой – ГОСТ 10299-80;
- с плоской – ГОСТ 10303-80;
- полупустотелые – ГОСТ 12641-80.
Размерная сетка довольно разнообразна: диаметр – от 1 до 10 миллиметров, длина – от 5 до 45 миллиметров. Причем данные показатели могут разниться в зависимости от вида заклепок (под молоток, вытяжные, резьбовые).




Важно также отметить и тот факт, что такие алюминиевые детали могут быть изготовлены из материала нескольких марок. Так, самым популярным исходным сырьем считается алюминий марок Д18, В65, АМц, Д19П, АМГ 5П. Также они могут быть дюралевыми.
Стальные
Особое место среди всех заклепок под молоток занимают детали из нержавеющей стали. Производство данных элементов осуществляется не только в России, но и за рубежом.
Чаще всего стальные заклепки производятся без какого-либо дополнительного покрытия, а их размеры могут различаться. Так, например, диаметр шляпки может быть от 1,8 до 55 мм, высота шляпки – от 0,6 до 24 мм, высотка всего элемента – от 2 до 180 мм.
В связи с такими разнообразными показателями данные детали могут использоваться для соединения листов, изготовленных из металла, для закрепления фасадных пластин к подконструкциям, а также для соединения металлических конструкций с деталями из других материалов.

Медные
Строительные детали, изготовленные из данного материала, характеризуются несколькими отличительными чертами:
- в связи с антимагнитными свойствами они широко применяются в радиопромышленности;
- благодаря тому, что медь не ржавеет, заклепки, изготовленные из нее, востребованы практически во всех сферах (особенно в тех случаях, когда материалы, скрепляемые с помощью них, часто соприкасаются с водой и воздухом);
- медные элементы применяются для сборки аппаратов и инструментов для химической промышленности, так как являются довольно устойчивыми к действию различных веществ, изготовленных искусственным путем.

Большинство производителей изготавливают медные заклепки стандартных размеров: от 2 до 8 мм в диаметре.
Латунные
Латунные детали являются довольно пластичными, но в то же время прочными. А благодаря своему внешнему виду они могут выполнять не только свои прямые функции, но и служить декоративным или оформительским элементом. Чаще всего такие элементы используют в промышленной и приборостроительной сферах.
Длина латунных заклепок достигает 4–70 мм, а диаметр – 2–8 мм.

Для того чтобы правильно подобрать обжимку (оправку) для латунных деталей с полукруглой головкой, следует выбирать такие обжимки, у которых:
- долгий срок службы;
- равномерная закалка;
- рабочие концы отполированы;
- ударные головки индуктивно отожжены.
— это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.


Прочный шов применяется в тех случаях , когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов : встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
стулья в стиле лофт купить в москве